Kunststoffspritzguss und Ultraschallschweißen von technischen Kunststoffteilen. Von der Idee über die Konstruktion und den Formenbau bis zum fertigen Formteil.
Bis kurz vor Messebeginn war unklar, ob die Fakuma stattfinden konnte aufgrund der Corona Infektionslage. Wir haben uns sehr gefreut, dass sich für die Austragung entschieden wurde. Trotz verschärfter Hygienevorschriften haben sich Interessenten und Aussteller für die Messe entschieden.
Die Besucherzahlen waren überschaubar, dennoch haben wir einige gute Gespräche führen können. Der persönliche Austausch ist und bleibt aus unserer Sicht sehr wichtig. Wir sind zuversichtlich, dass die nächstjährige Messe wieder wie gewohnt stattfinden kann.
Der Schnelle frisst den Langsamen, Lust auf Innovation
Am 18.11.2016 fand mit dem 3. EUROplast Technologie- und Innovationstag eine hochkarätigen Fortbildungsveranstaltung statt.
Die Geschwindigkeit mit der neue Produkte entstehen ist schwindelerregend, aber sie wird nie wieder so langsam sein wie heute.Produktinnovationen müssen vor dem Wettbewerb umgesetzt werden. Innovative Produkte können zu hohen Preisen abgesetzt werden, wenn das Produkt zu spät kommt, ist oft der Wettbewerb schon da. Wir wollen mit Ihnen in die Zukunft blicken, Bewährtes vertiefen und Neues erfahren.
Bildung ist unser größter Rohstoff im sonst so rohstoffarmen Europa.
Am 18.11.2016 fand mit dem 2. EUROplast Innovationstag eine hochkarätigen Fortbildungsveranstaltung statt.
Begleiten Sie uns auf dem spannenden Weg zu neuen Produkten: Wir wollen in die Zukunft blicken und werden vom Design von Werkstoffkompositionen, über kunststoffgerechte Konstruktionen, neue Fertigungsverfahren, Organobleche zur Gewichtsreduktion bei hoher Festigkeit, CT-Vermessung sowie neue Simulationsmöglichkeiten bis hin zu innovativen Oberflächentechnologien diskutieren. Bewährtes vertiefen und Neues erfahren.
Innovative Metallsubstitution mit hochpräzisen Kunststoffteilen aus PBT/ASA
Bei der Neukonstruktion einer rotierenden Sichtscheibe für anspruchsvolle Anwendungen im Maschinenbau war eine intelligente Materialwahl und Werkzeugauslegung gefragt. Ein Werkzeugkonzept mit Tunnelanbindung und symmetrischem Angussverteiler sowie ausgeklügelter Temperierung wurde konzipiert und umgesetzt.
Die Werkstoffmatrix soll Entwicklern, die nicht in der Kunststoffbranche heimisch sind, helfen den richtigen Werkstoff einzugrenzen. Die Matrix ist bewusst einfach gehalten, soll aber helfen grobe Fehlentscheidungen zu vermeiden.
Die Praxis hat gezeigt, dass bei Neuentwicklungen im Bezug auf die Werkstoffauswahl oftmals falsche Wege beschritten werden, die später nur schwer zu korrigieren sind. Wird ein neues Produkt kreiert, so müssen in einem frühen Stadium der Konstruktion bereits die Werkstoffe weitgehend eingegrenzt werden, auf die dann zum Beispiel Festigkeitsberechnungen oder Schwindung aufbauen. Einige Eigenschaften sind mit gemittelten echten Werten versehen, andere nur mit Schulnoten um vergleichen zu können (1: hoher Wert / 6: niedrigster Wert)
Wird der Rohstoffpreis zu spät betrachtet, weil die Werkstoffauswahl unter rein tech-nischen Aspekten erfolgte, kann dies ein ganzes Projekt gefährden oder zumindest enorm verzögern. Die Preise unterliegen jedoch, vor allem bei Standardkunststoffen, einer großen Schwankungsbreite. Hier dargestellt ist eine Momentaufnahme im mittleren Qualitätsniveau, bei Abnahmemengen von etwa 1000 kg (Stand: 9/2001).
Die Dichte des Werkstoffes gebt, außer bei der Berechnung des Eigengewichtes, auch bei der Kalkulation ein, da das Volumen eines Kunststoffteils vorgegeben ist und sich das Gewicht erst durch das spezifische Gewicht errechnet. Hier ist die Betrachtung des Volumenpreises eine interessante Aussage.
Mit Festigkeit ist hier die Zugfestigkeit gemeint, wissentlich der Tatsache, dass Bauteile aus Kunststoff vorwiegend nach der maximalen Dehnung berechnet werden. Das heißt, man definiert die Umgebungseinflüsse, und dann sucht man in den Tabellen die Festigkeiten, die man dem Bauteil zumuten kann um die maximale Grenzdehnung nicht zu überschreiten.
Die Höhe der Belastung, der ein Bauteil ausgesetzt ist, ist entscheidend für die Temperaturbeständigkeit. Weiterhin ist auch wichtig, wie lange ein Bauteil der hohen Temperatur ausgesetzt wird. Die hier angegebenen Werte sind Mittelwerte der Ge-brauchstemperatur bei mittlerer Einwirkungszeit und dienen nur als Anhaltspunkte.
Für den Konstrukteur ist es wichtig zu wissen, wieweit der Werkstoff in der Form fließt. Hier sind mittlere Fließlängen bei 2 mm Bauteildicken genannt. Wichtig ist zu wissen, dass die Fließwege bei dickeren Wandstärken überproportional ansteigen. Weiterhin gibt es in jeder Werkstoffgruppe auch Typen mit besseren und schlechteren Fließeigenschaften. Und zuletzt muss erwähnt werden, dass man durch die Heißkanaltechnik mit Mehrfachanbindungen die Möglichkeit hat Teile mit hohem Wanddicken-Fliesswegverhältnis herzustellen.
Für die Verarbeitungsschwindung beim Spritzgießen sind nur Mittelwerte bei 2 – 3 mm Wandstärke und optimaler Teileverarbeitung angegeben, die auf jahrelanger Erfahrung basieren. Durch von den Herstellerangaben abweichende Werkzeugtemperaturen, sowie durch unzureichende Temperierungskanäle im Werkzeug und durch extreme Zykluszeiten können die echten Schwindungswerte stark von den hier angegebenen Werten abweichen. Aus diesem Grunde sind die Angaben der Rohstoffhersteller auch oft in einem weiten Bereich angegeben.
Die Entformungsschrägen sind wichtig zur ziehriefenfreien Entformung der Bauteile. Durch die unterschiedliche Schwindung der Materialien schwanken auch die nötigen Entformwinkel. Weiterhin benötigen dünne Wandstärken größere Entformschragen als dickere Wandstärken. Die VDI-Stufe 30 entspricht dabei einer mittleren Struktur mit der Raubtiefe von 3,5 ‚um, wobei das Werkzeug wegen der etwas reduzierten Abbildung mit der VDI-Stufe 33 ausgeführt werden sollte.
Der mittlere Werkzeuginnendruck ist zum einen eine Kalkulationsgröße für die Auslegung der Spritzgießmaschine, wobei hier je nach Geometrie des Bauteils stärke Schwankungen auftreten können, zum anderen nehmen mit zunehmendem Werkzeuginnendruck auch die Entformkräfte zu. Die Anzahl und Ausführung der Auswerfer muss an diese Kräfte angepasst werden.
Die Schlagzähigkeit ist ein wichtiger Aspekt für die Alltagstauglichkeit von Kunststoffbauteilen. Außerdem tragt die konstruktive Auslegung wesentlich zur Haltbarkeit eines Bauteils nach Schlagbeanspruchungen bei. Der Einfluss der Wasseraufnahme bei Polyamid und die generelle Möglichkeit der Schlagzähmodifikation mit zum Beispiel Elastomermodifikatoren sollten hier erwähnt werden.
Die Chemikalienbeständigkeit eines Kunststoffes ist ein sehr komplexes Thema, da neben der Vielzahl der chemischen Substanzen auch deren Konzentration und die Umgebungstemperatur eine große Rolle spielen. Hinzu kommt, dass die meisten gebräuchlichen Chemikalien Mischungen aus einer Vielzahl von Einzelsubstanzen sind. Dies führt dazu, dass man sich bei der Beurteilung der Chemikalienbeständigkeit durch lange Listen von Substanzen quälen muss und die Mittel mit denen das Bauteil später in Berührung kommt oft nicht getestet wurden oder diese Substanzen schwer zu bestimmen sind. Generell und sehr vereinfacht kann man sagen: Amorphe Kunststoffe (meist durchsichtige Kunststoffe, wenn nicht eingefärbt sind schlecht chemikalienbeständig. Teilkristalline Kunststoffe (meist undurchsichtige Kunststoffe, wenn nicht eingefärbt) sind gut chemikalienbeständig.
Wenn man von besonderen Verarbeitungsverfahren (mit sehr schnellen Abkühlge-schwindigkeiten) absieht, so sind alle amorphen Kunststoffe mehr oder weniger transparent und alle teilkristallinen Kunststoffe opak und bei geringer Wandstärke transluzent. Eine Ausnahme bildet hier jedoch das ABS, das opak ist obwohl amorph, da es aus verschiedenen Rohstoffen copolymerisiert wurde, was die Lichtbrechung beeinflusst. Grundsätzlich ist anzumerken, dass an Kunststoffteile häufig zu hohe Maßanforderungen gestellt werden. Oft kann man jedoch durch eine kunststoffgerechte Konstruktion größere Toleranzen verkraften.
Eigenschaftsmatrix der gebräuchlichsten Thermoplaste
Optimale Angusslage und Anschnittform für Kunststoffteile
Langjährige, oft sehr kostspielige Praxiserfahrungen zeigen, daß die meisten Fehler bei der Werkzeugauslegung im Bereich der Anspritzung gemacht werden. Kostenintensive Korrekturen können vermieden werden, wenn eine Konstruktions-Checkliste im Vorfeld der Werkzeugkonzeption systematisch durchgearbeitet wird. Der Praktiker mit entsprech-ender Berufserfahrung kennt und beachtet sicher alle hier erwähnten konstruktiven Gesichtspunkte. Dennoch kommt es im Tagesgeschäft immer wieder zu banalen Fehlern, deren Anzahl durch konsequentes Arbeiten mit den hier zusammengestellten Fragen (Tabelle 1) reduziert werden kann. Wird nur eine dieser Fragen mit “nein” beantwortet, so kann dies bereits zu nachträglichen, teuren Änderungen am Werkzeug führen. Die Check-liste kann auch in eine Fehler-Möglichkeits-und-Einflußanalyse (FMEA) für die Werkzeug-konstruktion eingearbeitet werden. Die einzelnen Problemstellungen werden im folgenden erläutert.
Wirtschaftlichkeit
Falls zum Entfernen des Angusses Nacharbeit erforderlich ist, muß dies in der Kalkulation des Teilepreises berücksichtigt werden. Das gebräuchlichste selbstabtrennende Anguss-system mit nur einer Trennebene, das vollautomatisch betrieben werden kann, ist der Tunnelanguss. Die optimale Anschnittform in Hinblick auf die schonende Materialverarbei-tung ist der Stangenanguß, der jedoch material- und nachbearbeitungsintensiv ist und durch die Verlängerung der Kühlzeit die Herstellungskosten erhöht.
Optische Gesichtspunkte
Oft kann die aus technischer Hinsicht optimale Angußstelle nicht realisiert werden, weil das Teil an dieser Stelle anspruchsvolle optische Anforderungen erfüllen muß. Unter Umständen kann die Verwendung einer Nadelverschlußdüse erwogen werden.
Formfüllung
Das Verhältnis von Fließweg und Wanddicken muß eine komplette Formfüllung ermöglichen. Hier haben sich neben komplexer Simulationssoftware die von den Rohstoffherstellern angebotenen Fließkurven bewährt. Diese lassen – unter Umständen ergänzt mit der graphischen Füllbildmethode – eine erste zuverlässige Überprüfung der Formfüllung zu, solange es sich um relativ einfache Geometrien mit gleichmäßigen Wanddicken handelt.
Bindenähte
Bindenähte sollten in den Bereichen des Spritzgußteils liegen, an denen sie nicht zu Festigkeitsproblemen führen können. Bei komplexen Formteilen kann sich eine Formfüll-studie zum Auffinden der Bindenahtbereiche lohnen. Durch ein Angußsystem mit Kaskadenschaltung können Bindenähte vermieden werden, dies erhöht jedoch die Werkzeugkosten erheblich.
Lufteinschlüsse
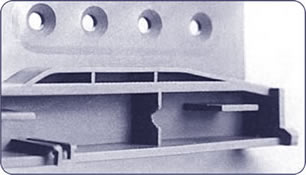
Es muß sichergestellt sein, daß die in der Kavität befindliche Luft entweichen kann. Es empfehlen sich Luftnuten an allen Auswerfern sowie eine umlaufende Entlüftungsnut um die ganze Werkzeugkavität, die nach außen angebunden ist. Auswerfer sind die beste Entlüftungsform, weil sie sich durch ihre Bewegung selbst reinigen. Demgegenüber haben Sintereinsätze oder Kapillareinsätze den Nachteil, daß sie durch Ausgasungen des Werkstoffs schnell verstopfen und dadurch die Produktionssicherheit leidet.
Freistrahlbindung
Zur Vermeidung eines Freistrahls muß die Anspritzung gegen eine Werkzeugwandung und nicht in die freie Kavität erfolgen. Es handelt sich hierbei um einen eigentlich banalen Fehler, der dennoch häufig beobachtet wird (Bild 1). Die Freistrahlbildung kann zwar durch das Einspritzen mit Profil abgemildert werden, diese Modifikation des Einspritzens sollte jedoch der Optimierung des Prozesses vorbehalten sein und nicht dazu dienen, Werkzeugfehler zu kaschieren. Das Werkzeug muß notfalls durch einen Hilfskern in der Form ergänzt werden. Eventuell kann dieser in der Nachdruckphase zurückgezogen werden.
Bild 1: Einspritzen in die freie Kavität führt zu einer Ausbildung eines Freistrahls anstelle einer Schmelzefront
Schererwärmung
Die Scherung des thermoplastischen Materials beim Einspritzen darf nicht zu extremer Erhitzung einzelner Werkzeugpartien führen. Zur Vermeidung hoher Temperaturen sollten in Anschnittnähe Temperierkanäle vorgesehen werden. Wenn es mit der Werkzeugkontur und ‑funktion vertretbar ist, sollte gegenüber dem Anspritzpunkt eine Temperierbohrung möglichst mit einem separaten Anschluss vorgesehen werden, damit man hier gezielt die Scherwärme abführen kann. Im Anspritzbereich von Heißkanaldüsen muß grundsätzlich eine Temperierbohrung liegen, um den zwangsläufigen Wärmeüberschuß der elektrisch beheizten Düse abführen zu können.
Scherbelastung
Die Anschnittgeometrie (z.B. Tunnelanguß) darf nicht zu einer so hohen Scherbeanspruch-ung führen, daß das verarbeitete Material geschädigt wird. Grundsätzlich sollte der Anschnitt daher so groß wie möglich ausgeführt werden. Eventuell kann ein Anschnitt auch in zwei oder mehr Anschnitte geteilt werden, um die Scherung zu reduzieren. Dabei muss die Bildung einer Bindenaht zwischen den Anschnitten berücksichtigt werden. Die Entwicklungen im Heißkanalbereich, vor allem von außenbeheizten Systemen, lassen inzwischen auch die Verarbeitung von relativ temperaturempfindlichen Werkstoffen zu. Eine weitere, noch selten eingesetzte Möglichkeit sind flüssigkeitstemperierte Heißkanalsysteme.
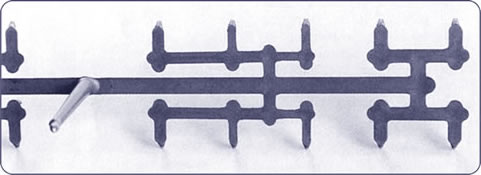
Ausbalanciertes Angusssystem
Bei Mehrfachwerkzeugen oder Teilen mit mehrfachen Anschnitten muß das Angusssystem natürlich ausbalanciert werden. Falls dies nicht möglich ist, muß eine Formfüllstudie zur Ermittlung abgestufter Verteilerquerschnitte durchgeführt werden (Bild 2). Generell sollte ein natürlich ausbalanciertes Angußsystem – egal ob heiß oder kalt – Verwendung finden und nur in Ausnahmefällen eine Balancierung über differenzierte Verteilerquerschnitte erfolgen, da die Viskosität der Kunststoffschmelze von der auftretenden Scherung und der Temperatur abhängt. Damit ist die Balancierung nur in einem, nämlich dem berechneten Punkt, exakt. Wenn die Verarbeitungsparameter nachkorrigiert werden, so ist in aller Regel auch eine Korrektur der Querschnitte unumgänglich.
Ausbalanciertes Angusssystem
Bild 2: Beim nicht natürlich ausbalancierten Angußsystem muß auf abgestufte Verteilerquerschnitte geachtet werden
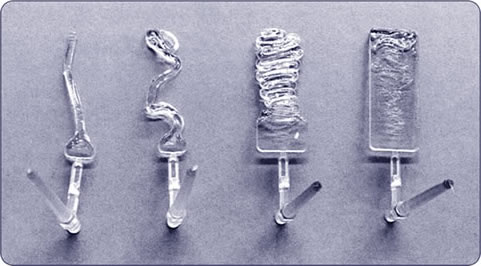
Hesitation-Effekt
Zur Vermeidung des Einfrierens der Fließfront durch den Verzögerungseffekt (Hesitation- Effekt) muß die Formfüllung von großen Wanddicken in Richtung kleine Wanddicken erfolgen. Dünnwandige Partien in Angußnähe (z.B. Filmscharnier) sollten vermieden werden. Die alte Regel der Kunststoff-Bauteilkonstruktion gleichmäßige Wanddicken zu bevorzugen, hat hier Ihre Berechtigung. Bei unterschiedlichen Wanddicken fließt die Schmelze erst den Weg des geringsten Widerstands, das heißt in Richtung der größeren Wanddicke. Die Schmelze verharrt jedoch dann an den Partien der kleineren Wanddicken, bis sich genügend Druck aufgebaut hat. Die Schergeschwindigkeit geht durch den Massestillstand gegen Null und die Schmelzefront friert aufgrund ihrer Strukturviskosität ein (Bild 3).
Bild 3: Das Einfrieren der Schmelze durch den Hestitation-Effekt führt zu unvollständiger Formfüllung im dünnwanndigen Bereich
Nachdruck
Zur Vermeidung von Lunkern, Einfallstellen etc. muß ein ausreichender Nachdruck gewährleistet sein. Die Angußlage sollte deswegen so gewählt werden, daß man an einer dicken, zu Einfallstellen neigenden Wand anspritzt. Eine andere Möglichkeit ist es, Fließhilfen zwischen Anguss und Masseanhäufungen einzubringen, um die Nachdruckversorgung sicherzustellen.
Verzug
Durch optimale Wahl der Angusslage (z.B. Anspritzung eines Lineals an der schmalen Seite) kann Verzug weitgehend vermieden werden. Vor allem bei faserverstärkten Materialien, aber auch bei teilkristallinen Thermoplasten ohne Verstärkung, ist es wichtig, die Frage des potentiellen Verzugs mit in die Auswahl der richtigen Anspritzstelle einfließen zu lassen. Oft wirken auch mehrere Anschnitte oder ein Filmanguss verzugsvermindernd.
Bilder: Europlast Ep-Kunststofftechnik GmbH
Autor
Dipl.-Ing. Elmar Nachtsheim, geb. 1959, war nach der Ausbildung zum Werkzeugmacher als Konstrukteur bei Zeller Plastik KG, Zell/Mosel, tätig. Nach dem Studium der Kunststofftechnik an der FH-Darmstadt war er für den Geschäftsbereich Spritzgießtechnik bei Formplast-Reichel GmbH, Besigheim, verantwortlich. Seit 1998 ist er Geschäftsführer der Europlast Ep-Kunststofftechnik GmbH, Ilsfeld.
Bildung ist unser größter Rohstoff im sonst so rohstoffarmen Europa.
Am 08.11.2013 fand der erste EUROplast Innovationstag statt.
Begleiten Sie uns auf dem spannenden Weg zu neuen Produkten: Vom Design über die Werkstoffauswahl – auch Biopolymere werden vorgestellt – bis hin zur kunststoffgerechten Konstruktion und innovativen Schweißtechnik. Optimierte Verarbeitungsverfahren und Kosteneinsparungen z.B. durch den Einsatz von Etagenformen werden erläutert und vertieft.
Diese Internetseite verwendet Cookies für die Analyse und Statistik. Cookies helfen uns, die Benutzerfreundlichkeit unserer Website zu verbessern. Durch einen Klick auf "Akzeptieren", stimmen Sie der Verwendung aller Cookies zu.
Diese Website verwendet Cookies, um Ihre Erfahrung zu verbessern, während Sie durch die Website navigieren. Von diesen werden die als notwendig eingestuften Cookies auf Ihrem Browser gespeichert, da sie für das Funktionieren der grundlegenden Funktionen der Website unerlässlich sind. Wir verwenden auch Cookies von Drittanbietern, die uns helfen zu analysieren und zu verstehen, wie Sie diese Website nutzen. Diese Cookies werden nur mit Ihrer Zustimmung in Ihrem Browser gespeichert. Sie haben auch die Möglichkeit, diese Cookies abzulehnen. Das Ablehnen einiger dieser Cookies kann jedoch Ihr Surferlebnis beeinträchtigen.
Notwendige Cookies sind für das ordnungsgemäße Funktionieren der Website unbedingt erforderlich. Diese Kategorie umfasst nur Cookies, die grundlegende Funktionalitäten und Sicherheitsmerkmale der Website gewährleisten. Diese Cookies speichern keine persönlichen Informationen.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Plätzchen
Dauer
Beschreibung
brz-firstVisit
never
Brizy sets this cookie to store on the first visit.
brz-lastVisit
never
Brizy sets this cookie to store the last visit.
brz-pagesViews
never
Brizy sets this cookie to store which page was visited first.
brz-pagesViewsInSessionTimeLine
never
Brizy sets this cookie to store and track interaction.
brz-sessions
never
Brizy sets this cookie to store ad display frequency.
brz-showedPopupsInSessionTimeLine
never
Brizy sets this cookie to store performed actions on the website.