EUROplast “Kunststoffe” Ausgabe 10/ 98

Auf den Punkt gebracht
Optimale Angusslage und Anschnittform für Kunststoffteile
Langjährige, oft sehr kostspielige Praxiserfahrungen zeigen, daß die meisten Fehler bei der Werkzeugauslegung im Bereich der Anspritzung gemacht werden. Kostenintensive Korrekturen können vermieden werden, wenn eine Konstruktions-Checkliste im Vorfeld der Werkzeugkonzeption systematisch durchgearbeitet wird. Der Praktiker mit entsprech-ender Berufserfahrung kennt und beachtet sicher alle hier erwähnten konstruktiven Gesichtspunkte. Dennoch kommt es im Tagesgeschäft immer wieder zu banalen Fehlern, deren Anzahl durch konsequentes Arbeiten mit den hier zusammengestellten Fragen (Tabelle 1) reduziert werden kann. Wird nur eine dieser Fragen mit “nein” beantwortet, so kann dies bereits zu nachträglichen, teuren Änderungen am Werkzeug führen. Die Check-liste kann auch in eine Fehler-Möglichkeits-und-Einflußanalyse (FMEA) für die Werkzeug-konstruktion eingearbeitet werden. Die einzelnen Problemstellungen werden im folgenden erläutert.
Wirtschaftlichkeit
Falls zum Entfernen des Angusses Nacharbeit erforderlich ist, muß dies in der Kalkulation des Teilepreises berücksichtigt werden. Das gebräuchlichste selbstabtrennende Anguss-system mit nur einer Trennebene, das vollautomatisch betrieben werden kann, ist der Tunnelanguss. Die optimale Anschnittform in Hinblick auf die schonende Materialverarbei-tung ist der Stangenanguß, der jedoch material- und nachbearbeitungsintensiv ist und durch die Verlängerung der Kühlzeit die Herstellungskosten erhöht.
Optische Gesichtspunkte
Oft kann die aus technischer Hinsicht optimale Angußstelle nicht realisiert werden, weil das Teil an dieser Stelle anspruchsvolle optische Anforderungen erfüllen muß. Unter Umständen kann die Verwendung einer Nadelverschlußdüse erwogen werden.
Formfüllung
Das Verhältnis von Fließweg und Wanddicken muß eine komplette Formfüllung ermöglichen. Hier haben sich neben komplexer Simulationssoftware die von den Rohstoffherstellern angebotenen Fließkurven bewährt. Diese lassen – unter Umständen ergänzt mit der graphischen Füllbildmethode – eine erste zuverlässige Überprüfung der Formfüllung zu, solange es sich um relativ einfache Geometrien mit gleichmäßigen Wanddicken handelt.
Bindenähte
Bindenähte sollten in den Bereichen des Spritzgußteils liegen, an denen sie nicht zu Festigkeitsproblemen führen können. Bei komplexen Formteilen kann sich eine Formfüll-studie zum Auffinden der Bindenahtbereiche lohnen. Durch ein Angußsystem mit Kaskadenschaltung können Bindenähte vermieden werden, dies erhöht jedoch die Werkzeugkosten erheblich.
Lufteinschlüsse
Es muß sichergestellt sein, daß die in der Kavität befindliche Luft entweichen kann. Es empfehlen sich Luftnuten an allen Auswerfern sowie eine umlaufende Entlüftungsnut um die ganze Werkzeugkavität, die nach außen angebunden ist. Auswerfer sind die beste Entlüftungsform, weil sie sich durch ihre Bewegung selbst reinigen. Demgegenüber haben Sintereinsätze oder Kapillareinsätze den Nachteil, daß sie durch Ausgasungen des Werkstoffs schnell verstopfen und dadurch die Produktionssicherheit leidet.
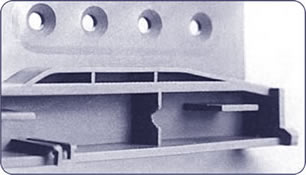
Freistrahlbindung
Zur Vermeidung eines Freistrahls muß die Anspritzung gegen eine Werkzeugwandung und nicht in die freie Kavität erfolgen. Es handelt sich hierbei um einen eigentlich banalen Fehler, der dennoch häufig beobachtet wird (Bild 1). Die Freistrahlbildung kann zwar durch das Einspritzen mit Profil abgemildert werden, diese Modifikation des Einspritzens sollte jedoch der Optimierung des Prozesses vorbehalten sein und nicht dazu dienen, Werkzeugfehler zu kaschieren. Das Werkzeug muß notfalls durch einen Hilfskern in der Form ergänzt werden. Eventuell kann dieser in der Nachdruckphase zurückgezogen werden.
Schererwärmung
Die Scherung des thermoplastischen Materials beim Einspritzen darf nicht zu extremer Erhitzung einzelner Werkzeugpartien führen. Zur Vermeidung hoher Temperaturen sollten in Anschnittnähe Temperierkanäle vorgesehen werden. Wenn es mit der Werkzeugkontur und ‑funktion vertretbar ist, sollte gegenüber dem Anspritzpunkt eine Temperierbohrung möglichst mit einem separaten Anschluss vorgesehen werden, damit man hier gezielt die Scherwärme abführen kann. Im Anspritzbereich von Heißkanaldüsen muß grundsätzlich eine Temperierbohrung liegen, um den zwangsläufigen Wärmeüberschuß der elektrisch beheizten Düse abführen zu können.
Scherbelastung
Die Anschnittgeometrie (z.B. Tunnelanguß) darf nicht zu einer so hohen Scherbeanspruch-ung führen, daß das verarbeitete Material geschädigt wird. Grundsätzlich sollte der Anschnitt daher so groß wie möglich ausgeführt werden. Eventuell kann ein Anschnitt auch in zwei oder mehr Anschnitte geteilt werden, um die Scherung zu reduzieren. Dabei muss die Bildung einer Bindenaht zwischen den Anschnitten berücksichtigt werden. Die Entwicklungen im Heißkanalbereich, vor allem von außenbeheizten Systemen, lassen inzwischen auch die Verarbeitung von relativ temperaturempfindlichen Werkstoffen zu. Eine weitere, noch selten eingesetzte Möglichkeit sind flüssigkeitstemperierte Heißkanalsysteme.
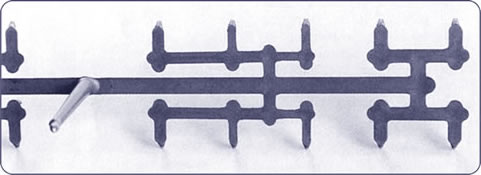
Ausbalanciertes Angusssystem
Bei Mehrfachwerkzeugen oder Teilen mit mehrfachen Anschnitten muß das Angusssystem natürlich ausbalanciert werden. Falls dies nicht möglich ist, muß eine Formfüllstudie zur Ermittlung abgestufter Verteilerquerschnitte durchgeführt werden (Bild 2). Generell sollte ein natürlich ausbalanciertes Angußsystem – egal ob heiß oder kalt – Verwendung finden und nur in Ausnahmefällen eine Balancierung über differenzierte Verteilerquerschnitte erfolgen, da die Viskosität der Kunststoffschmelze von der auftretenden Scherung und der Temperatur abhängt. Damit ist die Balancierung nur in einem, nämlich dem berechneten Punkt, exakt. Wenn die Verarbeitungsparameter nachkorrigiert werden, so ist in aller Regel auch eine Korrektur der Querschnitte unumgänglich.
Ausbalanciertes Angusssystem
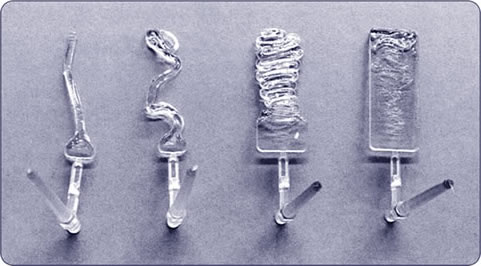
Hesitation-Effekt
Zur Vermeidung des Einfrierens der Fließfront durch den Verzögerungseffekt (Hesitation- Effekt) muß die Formfüllung von großen Wanddicken in Richtung kleine Wanddicken erfolgen. Dünnwandige Partien in Angußnähe (z.B. Filmscharnier) sollten vermieden werden. Die alte Regel der Kunststoff-Bauteilkonstruktion gleichmäßige Wanddicken zu bevorzugen, hat hier Ihre Berechtigung. Bei unterschiedlichen Wanddicken fließt die Schmelze erst den Weg des geringsten Widerstands, das heißt in Richtung der größeren Wanddicke. Die Schmelze verharrt jedoch dann an den Partien der kleineren Wanddicken, bis sich genügend Druck aufgebaut hat. Die Schergeschwindigkeit geht durch den Massestillstand gegen Null und die Schmelzefront friert aufgrund ihrer Strukturviskosität ein (Bild 3).
Nachdruck
Zur Vermeidung von Lunkern, Einfallstellen etc. muß ein ausreichender Nachdruck gewährleistet sein. Die Angußlage sollte deswegen so gewählt werden, daß man an einer dicken, zu Einfallstellen neigenden Wand anspritzt. Eine andere Möglichkeit ist es, Fließhilfen zwischen Anguss und Masseanhäufungen einzubringen, um die Nachdruckversorgung sicherzustellen.
Verzug
Durch optimale Wahl der Angusslage (z.B. Anspritzung eines Lineals an der schmalen Seite) kann Verzug weitgehend vermieden werden. Vor allem bei faserverstärkten Materialien, aber auch bei teilkristallinen Thermoplasten ohne Verstärkung, ist es wichtig, die Frage des potentiellen Verzugs mit in die Auswahl der richtigen Anspritzstelle einfließen zu lassen. Oft wirken auch mehrere Anschnitte oder ein Filmanguss verzugsvermindernd.
Bilder: Europlast Ep-Kunststofftechnik GmbH
Autor
Dipl.-Ing. Elmar Nachtsheim, geb. 1959, war nach der Ausbildung zum Werkzeugmacher als Konstrukteur bei Zeller Plastik KG, Zell/Mosel, tätig. Nach dem Studium der Kunststofftechnik an der FH-Darmstadt war er für den Geschäftsbereich Spritzgießtechnik bei Formplast-Reichel GmbH, Besigheim, verantwortlich. Seit 1998 ist er Geschäftsführer der Europlast Ep-Kunststofftechnik GmbH, Ilsfeld.
Weitere Beiträge


